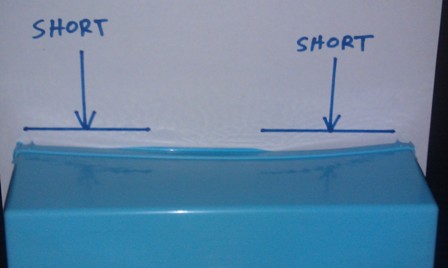
ショートショット(Short Shot)とは
ショートショットは、金型キャビティの不完全な充填であり、不完全な部品の生産につながり不良となります。
部品がショートショットする場合、プラスチック樹脂はキャビティを満たしていません。流路が完全に満たされる前に、流れが凍結します。
ショートショット(Short Shot)の不良原因
- フロー制限のため。チャンネルがフリーズするか、ランナーの設計が不適切なため。
- 複雑で長い流路。
- 換気が不十分です。通気孔のないエアトラップによる背圧により、ショートショットが発生する可能性があります。
- 低い溶融温度および金型温度。
- キャビティに入る樹脂材料が不十分です。マシンが小さすぎる、ショットの量が少ない、またはラムの速度が不十分です。
- 機械の欠陥。空のホッパー、詰まったフィードスロート、または圧力の損失または体積漏れの原因となる摩耗した逆止バルブを含みます。
ショートショット(Short Shot)の改善対策
以下の方法のいずれかを試す前に、他のすべての結果を確認して、ショートショットの正確な不良原因を把握してください。 そして、適切な改善対策を施してください。
- エアトラップを排除します。エアトラップが存在する場合は、簡単に通気できるエリアに配置するか、排出ピンを追加して空気を除去できるようにします。
- 金型と溶融温度を上げます。これにより、溶融物の粘度が低下し、プラスチック樹脂が部品内を流れやすくなります。
- ラム速度を上げます。これにより、せん断加熱が大きくなり、溶融物の粘度が低下し、プラスチック樹脂が部品内を流れやすくなります。
- パーツの形状を変更します。均等な時間と均等な圧力で充填されるように、流路のバランスを取ります。薄いセクションを厚くするか、流路の複雑さを軽減する必要がある場合があります。
- 別の素材を使用してください。粘性の低い材料を選択します(メルトフローレートが高い)。より高いメルトフローレートを持つ材料を選択することにより、部品を充填するのに必要な射出圧力が低くなります。
- この部品の最大射出圧力を上げます。
1つの問題を解決すると、多くの場合、射出成形プロセスに他の問題が生じる可能性があります。したがって、各オプションでは、金型設計仕様の関連するすべての側面を考慮する必要があります。
